
Additive Friction Stir Deposition
Let’s talk about Additive Stir Friction Depostion.
Let’s talk about Additive Friction Stir Deposition
Additive Friction Stir Deposition (AFSD) is a type of additive manufacturing technology that combines friction stir welding and additive manufacturing processes to produce complex metal parts. AFSD involves using a rotating tool to create friction between the feedstock material and the substrate material, which causes the material to soften and become plastic. The tool then stirs the softened material, creating a homogenous mix of the feedstock and substrate material.
The feedstock material is typically in the form of wire, sheet, or powder, which is fed into the stir zone as the tool moves along the substrate surface. The melted material solidifies behind the tool to form a continuous track of material that builds up layer by layer to form the final part.
AFSD can be used to produce parts with superior mechanical properties compared to traditional manufacturing techniques. This is because it results in a finer microstructure and better material properties due to the unique thermal and mechanical processing conditions involved. AFSD can also produce complex and intricate shapes that are difficult to manufacture using traditional techniques, making it well-suited for aerospace, defense, and automotive applications.
Replaces and Improves Manufacturing Processes
AFSD has the potential to replace or improve several traditional manufacturing processes, particularly those that are inefficient, expensive, or limited in their capabilities. This includes:
Casting: AFSD can replace casting in some applications, particularly those that require high strength and precision. AFSD can produce parts with finer microstructures and improved material properties, which makes them more suitable for demanding applications.
Welding: AFSD can improve the welding process by reducing the risk of defects and producing stronger and more reliable welds. AFSD can also join dissimilar materials that are difficult to weld using traditional techniques.
Machining: AFSD can reduce the need for machining by producing near-net-shape parts that require minimal finishing. This can save time and reduce material waste, leading to significant cost savings.
Powder bed fusion additive manufacturing: AFSD can complement powder bed fusion additive manufacturing by producing parts with superior mechanical properties and improved surface finish. AFSD can also produce parts with a lower risk of defects, reducing the need for post-processing and improving overall production efficiency.
Provides Advantages Over Traditional Techniques
AFSD is gaining popularity due to several advantages it offers over traditional manufacturing techniques. Some of the key reasons include:
Superior mechanical properties: AFSD produces parts with superior mechanical properties compared to traditional manufacturing techniques. This is because it results in a finer microstructure and better material properties due to the unique thermal and mechanical processing conditions involved.
Reduced material waste: AFSD reduces material waste by utilizing a feedstock that is precisely positioned and controlled. This leads to significant cost savings and increased sustainability.
Flexibility and versatility: AFSD is highly versatile and can be used with a wide range of materials and geometries. It can produce complex and intricate shapes that are difficult to manufacture using traditional techniques.
Improved production efficiency: AFSD is a highly efficient process that can produce parts at a faster rate compared to traditional manufacturing techniques. This reduces lead times and improves overall production efficiency.
Reduced post-processing requirements: AFSD produces parts with minimal post-processing requirements, which saves time and reduces costs.
Helps Improve Supply Chain Disruptions
Global supply chain disruptions facilitated by the COVID-19 pandemic have highlighted the importance of having a resilient and adaptable supply chain. Here are some ways that AFSD can help:
Localized production: AFSD can enable localized production of parts, reducing the need for international shipping and logistics. This can help reduce supply chain disruptions caused by transportation and logistics issues.
Reduced lead times: AFSD can produce parts at a faster rate compared to traditional manufacturing techniques, reducing lead times, and improving overall supply chain efficiency.
Customization: AFSD can produce parts with a high degree of customization, enabling manufacturers to respond quickly to changing market demands and requirements.
Reduced reliance on single suppliers: AFSD can enable manufacturers to produce parts in-house, reducing their reliance on single suppliers and improving their supply chain resilience.
Improved sustainability: AFSD can reduce material waste and energy consumption compared to traditional manufacturing techniques, leading to a more sustainable supply chain.
Benefits Major Industries
AFSD has the potential to benefit several industries that require high-performance, complex metal parts. For example:
Aerospace: The aerospace industry requires parts that are lightweight, durable, and able to withstand extreme conditions. AFSD can produce complex parts with superior mechanical properties, making it well-suited for aerospace applications.
Defense: The defense industry requires parts that are reliable, high-performing, and often difficult to manufacture using traditional techniques. AFSD can produce complex parts with superior mechanical properties, making it well-suited for defense applications.
Automotive: The automotive industry requires parts that are lightweight, strong, and able to withstand high temperatures and stress. AFSD can produce parts with superior mechanical properties, making it well-suited for automotive applications.
Energy: The energy industry requires parts that are able to withstand extreme temperatures and pressures. AFSD can produce parts with superior mechanical properties, making it well-suited for energy applications such as power generation and oil and gas exploration.
Medical: The medical industry requires parts that are biocompatible and able to withstand sterilization. AFSD can produce parts with superior mechanical properties and excellent surface finish, making it well-suited for medical applications such as implantable devices and surgical instruments.
Offers Future Technological Advantages
Overall, AFSD is a promising technology that offers several advantages over traditional manufacturing techniques. These benefits have contributed to the increasing popularity of AFSD, particularly in industries such as aerospace, automotive, and defense.
This technology has the potential to improve several manufacturing processes and enable the production of complex and high-performance parts. By enabling localized production, reducing lead times, and improving customization, AFSD can help manufacturers respond quickly to changing market demands and ensure a more reliable supply chain. AFSD’s ability to produce parts with superior mechanical properties and complex geometries makes it a promising technology for a wide range of applications.
Contact a SMRT representative to learn more about how AFSD can improve your manufacturing processes or performance.
Higher Education
Let’s talk about higher education in manufacturing.
Let’s talk about higher education.
When we think about the manufacturing industry’s workforce development efforts of today, most of the discussion focuses on certificate and apprenticeship programs, offered by community colleges, trade schools, and even internally through company programs. One of the great things about the industry is that it offers competitive salaries and career opportunities for people without a college degree.
However, one thing you don’t hear very often is how higher education is playing a critical role in the manufacturing industry. Workforce development in manufacturing is multifaceted. For individuals who want to pursue higher education, from bachelor’s degrees through Phds, there are a growing number of universities focused on providing academic and research opportunities. There are also a growing number of manufacturing businesses investing in academic research.
Higher learning in engineering, materials science, advanced manufacturing, economics, supply chain, and other related disciplines help future manufacturing leaders develop the necessary knowledge and critical thinking skills to understand complex manufacturing processes, use new technologies, and develop innovative products.
Here are some reasons why higher education is essential in manufacturing:
Technological Advancements: Manufacturing is constantly evolving, and the development of new technologies and techniques is crucial for businesses to remain competitive. Higher education provides individuals with the necessary skills and knowledge to keep up with the latest advancements in the industry.
Innovation: Innovation is key to the success of any manufacturing company. Higher education encourages creativity and helps individuals develop the skills needed to create new products, improve existing ones, and find new ways to manufacture products.
Quality Control: Manufacturing is a highly regulated industry, and quality control is essential to ensuring products meet standards and regulations. Higher education teaches individuals how to identify quality issues, implement quality control processes, and ensure products meet customer requirements.
Efficiency: Higher education provides individuals with the skills and knowledge needed to optimize manufacturing processes and increase efficiency. This includes everything from lean manufacturing techniques to supply chain management.
Career Opportunities: Higher education opens up a world of career opportunities in manufacturing. Individuals with advanced degrees can pursue careers in management, research and development, quality control, and many other areas.
The manufacturing industry offers incredible opportunities for all workers, of any level of education. As the US looks to invest in manufacturing workforce development efforts to compete on a global scale, higher education should not be overlooked. Manufacturing research and academic programs are essential to produce individuals with the critical thinking skills, innovative ambition, and technical tools needed to succeed in a constantly evolving and highly competitive industry.
Damping
Let’s talk about damping.
Let’s talk about damping. We can think of damping as energy that escapes a mechanical system without causing vibration. More damping means that the vibration magnitude is smaller (with all other conditions remaining the same).

This video shows the results from impact (or tap) testing with two different damping values. The top panel shows the hammer force input (black). The middle panel displays the vibration response for one damping value (blue) and twice that value (red).
We see that the impact causes the structure to vibrate at its natural frequency and that the vibration decays over time. The red decay rate is faster (more damping) than the blue.The bottom panel shows the magnitude of the frequency response function, or FRF, which is the frequency domain ratio of the response to the force. We observe a peak at the natural frequency of 50.3 Hz with a taller blue peak (less damping).Every tool-holder-spindle has an associated FRF that can be measured using the impact test.
Any opportunity we have to increase damping will reduce the FRF magnitude and increase the associated material removal rate for machining. Let’s get damp!
Milling Force & Vibration
Let’s talk about milling force and vibration.
Let’s talk about milling force and vibration. This movie shows the force (top panel) and tool displacement (bottom) for a down milling operation. The moving dots lets you correlate the dynamic force to the displacement.
For this simulation, a 20 mm diameter endmill with four teeth and 30 deg helix angle is machining 6061-T6 aluminum. The axial depth is 4 mm, the radial depth is 5 mm (25% radial immersion), the feed per tooth is 0.1 mm, and the spindle speed is 5000 rpm.
We see that only a single tooth is engaged in the cut at any given time and that the force jumps from zero (no cutting) to the maximum value over a short interval for the down milling direction. We also see that the process repeats from one tooth to the next so the cut is stable. However, we observe that, even for stable (no chatter) machining, the tool still vibrates.
The results in the video are for the y direction, where x is the feed direction. If we look through the tool to the workpiece, the y direction is perpendicular to x in this plane. The tool axis is the z direction.
The vibration plot shows the importance of considering the tool dynamics when selecting parameters in the CAM software. It’s not just geometry!
Milling Force & Vibration Part 2
Let’s talk a bit more about milling force and vibration.
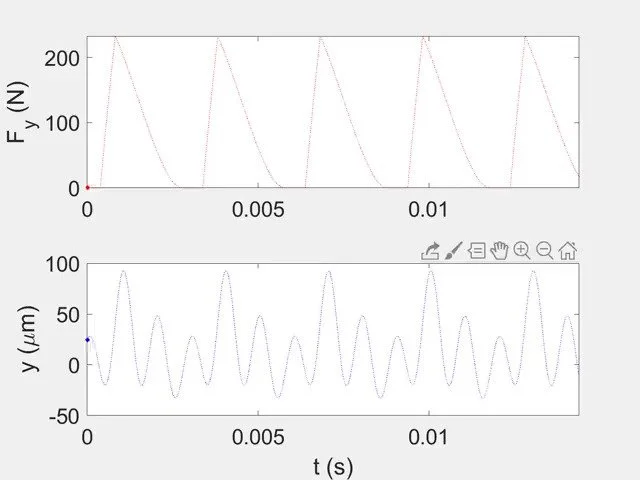
Let’s talk more about milling force and vibration. In my previous post, I included a movie that showed the force (top panel) and tool displacement (bottom) for a stable down milling operation, where the moving dots enabled you to correlate the dynamic force to the displacement. I’ve repeated that exercise here, but now for an unstable cut (chatter).

For this simulation, a 20 mm diameter endmill with four teeth and 30 deg helix angle is machining 6061-T6 aluminum. The cutting conditions remain the same: the axial depth is 4 mm, the radial depth is 5 mm (25% radial immersion), and the feed per tooth is 0.1 mm, but the spindle speed is now 5500 rpm (it was 5000 rpm on the previous post).
We see that the process now does not repeat from one tooth to the next so the cut is unstable. The results in the video are for the y direction, where x is the feed direction. If we look through the tool to the workpiece, the y direction is perpendicular to x in this plane. The tool axis is the z direction.
Milling dynamics are fun! I’ll follow soon with other examples, including other bifurcations.
Impact Testing
Let’s talk about impact testing, or “tap testing”.
Let’s talk about impact (or tap) testing, where we use an instrumented hammer to excite a structure, such as the free end of a milling tool, and measure the vibration response with a transducer, such as an accelerometer. The purpose of this test for milling is to measure the vibration response of the tool-holder-spindle so that we can use that information to select optimum cutting conditions.

This video shows the hammer force input (red) in the top panel and the vibration response (blue) in the bottom panel. We see that the impact causes the structure to vibrate at its natural frequency and that the vibration decays over time. This decay is due to damping and the more damping that exists, the quicker the vibration attenuates. The moving dots let us see that the vibration continues after the hammer impact ends. This also occurs for your cutting tool as it exits the cut in partial radial immersion milling. The force ends, but the vibration continues.
The reality is that every tool-holder-spindle has a dynamic response that is waiting to be revealed by the impact test. This offers a tremendous opportunity to improve machining productivity and reduce the trail and error that’s often required to select cutting conditions in the CAM program.